New ground broken and conquered
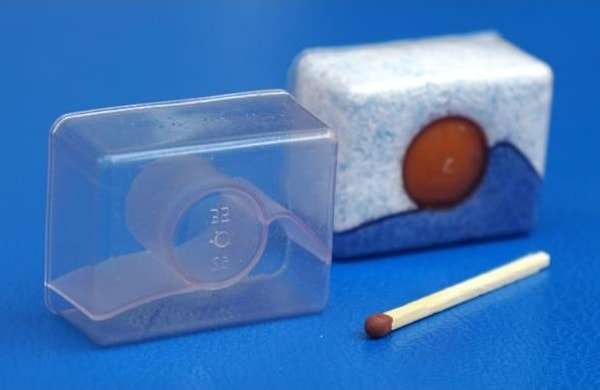
Iranpolymer- According to Baspar, Polyvinyl alcohol (PVAL) is a plastic material little known so far. It offers the outstanding attribute of solubility in water with simultaneous high resistance to most contact chemicals.PVALhas been little known until recently, primarily because it could only be processed into film, but manufacturing injection-molded parts from it was not possible.The reason wasits large variation in characteristic material values due to batch production.This changed, however, with the solutions discovered by the Austro-Polish injection molding company BuzekPlastic, which developed over a period of 10 years and in several evolutionary steps a mass production technology for making water-soluble, multi-chamber laundry detergent containers (Fig.1), of which it is now producing1.3 billion units per year. The machinery and automation technology for this purpose have been supplied by Wittmann Battenfeld.
Polyvinylalcohol, largely unknown in spite of unique attributes
Polyvinylalcohol (PVAL) was first produced in 1924 by the German chemistsWilhelm Hermann andWolfram Hähneland is thus one of the oldest types of plastic material.It is interesting to note in this connection thatPVAL cannot be obtained directly from the vinyl alcohol monomer, but only by way of a hydrolytic reaction (also known as saponification) with sodium hydroxide from the even more ancient plastic material polyvinyl acetate(PVAC), which the chemist Fritz Klatte, also from Germany, had already produced for the first time in 1913.Just as interesting is the fact that both these plastic materials, although directly related to each other, have different attributes.Polyvinylacetateis insoluble in water, butanol, diethyl ether, petroleum ether and aliphatic hydrocarbons, but soluble in low alcohol concentrations, numerous ketones, esters, cyclical ethers, and aromatic and chlorinated hydrocarbons. Polyvinylalcohol is totally different: it is water soluble, but resistant to most anhydrous organic solvents.
Polyvinyl alcohol production can be controlled with the result of PVAC being transformed either entirely or only partly into PVAL. The more residual acetate the polyvinylalcohol still contains, the lower its solubility in water. The varying acetate content also causes variations in melting point, melt viscosity and processing parameters.While the melting point for fully hydrolyzedPVAL is about 230°C, it ranges from 180 to 200°C for partly hydrolyzed types. The density ranges from 1.21 to 1.31g/cm3,depending on the type of material.
What both plastic materials have in common compared to other plastic materials,is the shorter length of their polymer chains. It ranges from 100 to 5000 and fluctuates from one batch to the next, depending on process conditions. The resulting mechanical properties of PVAL also depend on its water content, since water diffused into it acts as a softening agent.Therefore PVAL loses some of its tensile strength but gains in elasticity with high atmospheric humidity.
Moreover, PVAL is an excellent film formation agent with good wetting properties. Consequently, watery solutions are processed as ingredients for glues or adhesives and for thickeners in hair sprays or shampoos.They are also used as additives in paper processing, or as mold release agents in the production of fiber composite parts, which can subsequently be rinsed off.In PET bottle production, PVALis used as a CO2barrier layer. It is also quite common in film production, for example for packaging bags intended to be dissolved. Somewhat more exotic are forensic applications, where pads with layers of PVAL are used to track traces of gunpowder.
PVAL injection molding =breaking new ground
Throughout its history of almost a century, polyvinyl alcohol melt has hardly ever or never been processed by injection molding.The main reasons were a lack of product ideas as well as fluctuations in material key figures by up to plus/minus 20 per cent.
This was the starting point in 2003,when a multi-national chemical company made an enquiry at BuzekKunststoffverarbeitungin Austria about production equipment to manufacture injection-molded single portion packages for dishwashing granulate. Andreas Huber, Managing Director and CEO of Buzek Holding GmbH in Austria and Buzek PlasticPoland,recalls: “New technical challenges in terms of injection molding processes have always fascinated me. Here, the foundation was laid while I was still Product Manager for Special Materials at Battenfeld. I could hardly believe that nobody had yet succeeded in manufacturing mass-produced parts from polyvinyl alcohol.This only became clear to me after the first plasticizing tests, for the results were very similar to wallpaper paste. So the material stuck firmly to the mold. It is not surprising that polyvinyl alcohol is foundin every paper glue. Now I knew that the road to series production would be a long one. But on the other hand, I also suspected that if we succeeded, the product would have an enormous potential. So today, I am very glad that my business partner Günter Buzek and I were also able to gain the cooperation of the Battenfeld management for this project. Their giving it the green light meant that we were jointly able to start the systematic development of an appropriate application technology.”
Following several preliminary tests, a low-viscosity type of PVAL originally developed for the paper industry emerged as the basis for an injection-moldable type of feedstock. It was the starting point from which a material compound which could be processed was developed in an iterative series of tests with various auxiliary additives for processing. Once this compound had been created, the company successfully produced the thin-walled 30 x 40 x 15 mm container (Fig.1)first with a single-cavity mold, then a 4-cavity and finally a 12-cavity mold.Tests at the Battenfeld technical lab on the all-electric injection molding machine models BA 1000/500 CDK-SE and EM 1600/350revealed that fast injection and high-precision injection pressure control would bring about the break-through, even though reject rates of about 15 to 20 per cent still had to be accepted, due to batch-related fluctuations in material data.
Application technology becoming a project in its own right
In the course of testing, it became obvious that PVAL processing required significantly more expert knowledge than could be expected from a newcomer to injection molding production such as the chemical company which had made the enquiry. Consequently, Andreas Huber decided jointly with another former Battenfeld colleague by the name of Günter Buzek, who had been operating an injection molding plant of his own since 1999, to present their offer to the chemical company for handling the production as a sub supplier. They still maintained this offer, even when the negotiations were no longer about delivering supplies from Austria, but about the construction of an “in-house production facility” at the company’s Polish filling plant, and they established Buzek Plastic PolandSp.z.o.o. in May 2005. Using three hydraulic HM 270/1330 machines from Battenfeld with rechargeable injection batteries, the leap from a 12-cavity test mold to 32-cavity hot-runner molds was made, and series production was started.In spite of numerous “outliers” among material data and consequently high reject rates, the production got under way.The key factor was a situation-related production method, which consisted of manual parameter adjustment based on continuous observation of the material’s behavior and included 100 per cent visual inspection of the finished parts by operating staff on every machine.
2005: evolutionary stage II, 32-and 64-cavity production cells become standard
After about another year, the process technology and composition of the material compound had been stabilized to the point where a further increase in production capacity could be considered. As the product design was not altered for the time being, the cycle time remained unchanged at 28 seconds, with a scrap rate of about 15 per cent.What had to be further improved though, was the method of visual parts inspection.Instead of separate inspection on every machine, a multi-track parts transfer system was installed, to which several machines were connected, and which transported the parts to a central inspection station where every single part was still inspected by human staff.
In 2008, the production routine of the Buzek team had been stabilized to the extent that the number of cavities could be doubled once more, this time from 32 to 64. However,the aim was not only to double the number of cavities, but also to combine this with a reduction in cycle time.To provide the necessary prerequisites, the molded part was re-designed in close cooperation with the customer’s engineers, with a selective reduction of wall thicknesses which led to a 15 % decrease in both part weight and cycle time. But this required larger and faster machines. Because of positive past experience, Battenfeld was again selected as equipment supplier, and the hydraulic models chosen were HM400 / 2250 machines, again with rechargeable injection batteries, including Battenfeld robots and parts transfer systems. The result of this evolutionary stage was impressive: within only three years from production start-up, the company had increased production output by 300%and simultaneously reduced the scrap rate from 15 to 9 per cent. The high output volume forced the company to create a new concept for quality inspection of the finished parts.This was no longer feasible using human staff, neither economically nor in terms of available human resources. To solve this problem, the Buzek team installed a supporting visual inspection system with automatic separation of rejects. A mere supporting system, because it was able to recognize only the parts’ general completeness, but not every defect in minor details.
2013/14: evolutionary stage III, a new plant according to the Industry 4.0 concept
In 2012, when the space available at the in-house production facility was fully utilized by 19 production units and further growth rates were planned, BuzekPlastic decided to build a new, additional production facility outside the customer’s plant. The latest production methods were to be implemented, unencumbered by existing structures. The guiding principle was the desire for complete networking of data across all production steps, with an additional facility for automatic control within pre-set quality tolerances, as described in Industry 4.0 concepts. The central idea was to create an automatic zero-reject system by automated interaction between the various production steps. (Fig.2).
The Managing Director of BuzekPlastic, Andreas Huber, explains: “After we had communicated our wishes and ideas to several machine manufacturers, we finally found again the right partners in the Wittmann team, which is open for innovation.
Thanks to their extensive production centeredaround injection molding machines and their pioneering work with interface technology(Wittmann 4.0 system), our concept of a production plant regulating itself within certain limits was not dismissed as a kind of utopia, but realized step by step together with us”.
Parallel to the plant design, a re-design process was initiated in close cooperation with the container customer, whose agenda included a product cost cut by way of a further reduction in weight and significant shortening of the cycle.To cut a long story short: these targets were reached in the form of 10 per cent less weight (with external dimensions remaining unchanged) and an expected 25 per cent shortening of the cycle time. But with all of this, the capacity of the hydraulic machines was stretched to the limit. Consequently, a changeover to servo-electric injection molding technology presented itself as the only sensible alternative. However, such aggregates were not yet available in the required size. Therefore, some additional development work had to be done in this area too.In a lively dialog between Andreas Huber and the Battenfeld engineers, the development of the performance specifications was addressed, which werethen realized for the first time in the form of the hybrid machine model MacroPower E 450/2100, with a hydraulic 2-platen clamping unit with 450 tons clamping force and a servo-electric size 2100 injection aggregate(Figs 3 to 5).
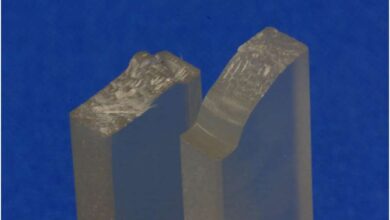
Each injection molding machine was transformed into a production cell by adding a linear robot and a revolving pallet transfer system for finished parts photography with integrated parts inspection and handlingstations.Of special significance is the vision system for part quality assessment,adapted to the drastically increased production quantities and quality requirements. Now, equipped with 12 cameras and a mirror system and synchronized with the cycle, it takes photos of every one of the 64 finished parts from five directions and passes these on to the downstream analysis system. This system’s software is able to detect 23 different kinds of defects (Figs.6 and 7). Faulty parts are sorted out by a pick-and-place handling device and replaced by good parts from a parts buffer immediately following their passage through the photo station. This ensures that only 100 per cent good parts are passed on to the automatic packaging station (Figs 8and 9).Within the peripheral parts handling system, all finishing stations communicate with each other according to a specially developed logistics algorithm to compensate fluctuations in capacity.
On the whole, the performance level achieved at the new plant is something to be proud of. Not only was the output per injection molding cell increased by more than 400% within eight years, but the scrap rate was reduced from originally 15 per cent to now less than 3 per cent as well.
Evolutionary stage IV in view
Now all fully automatic production cells at the new plant are once againutilized to 100%.The next evolutionary step is replacing the older equipment on the in-house production floor by additional production cells at the new plant.Again this not only involves another increase in capacity, but also another rise in efficiency. Thanks to latest innovative design adjustments which will enable a further reduction in product weight, there are realistic prospects of another 300 per cent increase in productivity.
The author Reinhard Bauer – TECHNOKOMM