کاهش زمان سرمایش در قالب گیری تزریقی
گروه ترجمه و تولید محتوا در بسپار/ایران پلیمر در این مقاله دستورالعمل گروه آموزشی قالب گیری تزریقی RJG برای چگونگی سرمایش قطعه آورده شده است.
هنگام طراحی (قطعه، قالب، یا فرایند) باید درک کنید چه عواملی بر سرمایش و در نهایت تعیین زمان چرخه تاثیرگذار است. معادله 1 تخمینی از زمان سرمایش را نشان میدهد. در این مقاله، چهار ناحیه و تاثیر آنها بر سرمایش بررسی شده است: طراحی قطعه، انتخاب مواد، طراحی قالب و فرایندکاری.
اساس زمان چرخه، ریشه در تصمیمگیری مهندس طراحی محصول دارد. محصول ضخیمتر، چرخه طولانیتری برای تولید محصول خواهد داشت. در رابطه 1،h² ضخامت قطعه را نشان میدهد. از آنجا که ضخامت در این معادله توان 2 دارد، بیشترین تاثیر را بر زمان سرمایش خواهد داشت. برای این تجزیه و تحلیل، آزمونه آزمون استاندارد کشش استفاده شده است. کل طول نمونه mm 63/25، عرض mm 10/41 و ضخامت mm 3/3 است.
با توجه به انتخاب مواد، باید توجه داشت که پلاستیکها بهطور ذاتی عایق هستند. در حالت ذوب یا مذاب، پلاستیک گرما را کمی بهتر منتقل میکند. با این حال، هرچه گرما را از دست دهد، خواص عایق آن افزایش مییابد. خواص مواد که در معادله 1 استفاده شده است عبارتاند از:
1. دمای مذاب: دمایی که در آن مواد از جامد به مایع تبدیل میشود.
2. دمای قالب: محدوده دمایی که بهترین سطح نهایی قطعه را متناسب سطح حفره قالب به دست میدهد.
3. دمای وارفتگی گرمایی (HDT): دمایی که مواد تحت بار واخواهد رفت.
بهطورمعمول، برای دمای پرانش در معادله از دمای HDT یا دمای کمی کمتر از HDT استفاده میشود. آزمون ASTM برای HDT دقیقا همان چیزی را نشان میدهد که قطعه در هنگام پرانش با فشار پین پران در یک سمت تحمل می¬کند، درحالیکه طرف مقابل پشتیبانی نشده است. α در معادله 1 ضریب مهمی در تعیین زمان سرمایش است. اما این یعنی چه؟ معادله 2 نشان میدهد چگونه α را پیدا کنید.
متغیرهای معادله نفوذ گرمایی (thermal diffusivity) عبارتاند از:
1. نفوذ گرمایی : آهنگی که در آن اختلال گرمایی (افزایش دما) از طریق یک ماده منتقل میشود.
2. چگالی : مقدار یک ماده در واحد حجم (g/cm³).
3. گرمای ویژه : گرمای موردنیاز در واحد کالری برای افزایش یک درجه سانتیگراد دمای یک گرم ماده.
برای انجام این آزمون از بسپار ABS Toyolac 100 از شرکت Toray Plastics با دمای مذاب بین 230 تا 250 درجه سانتیگراد و دمای قالب 40 تا 80 درجه سانتیگراد و دمای HDT 83 درجه سانتیگراد استفاده شد. معمولا چگالی میتواند از دادهبرگهای مواد یافت شود، اما برای هدایت گرمایی یا گرمای ویژه، بهتر است با تامین کننده مواد مستقیما تماس بگیرید یا از دادههای درون نرمافزار شبیهسازی استفاده کنید.
بر اساس ابعاد قطعه و انتخاب مواد، زمان سرمایش تخمینی در شبیهسازی 18 ثانیه است. با توجه به کل انرژی موردنیاز برای ذوب یک ماده، غیرعملی است که تمام گرما را حذف کنید درحالیکه قطعه هنوز در قالب است. فقط 40 درصد انرژی باید حذف شود، بنابراین این قطعه بهاندازه کافی برای تخلیه صلب است.
بهطورکلی انتخاب زمان¬سنج خنک¬کننده که فقط با HDT مطابقت دارد توصیه نمیشود. یک قاعدهی سرانگشتی خوب، اضافه کردن 20 درصد به زمانسنج خنککننده برای درنظر گرفتن تغییرات در مواد ورودی و تغییرات جزئی در عملکرد دستگاه است. برای رواداری کمتر قطعات، احتمالا نیاز به افزایش ضریب ایمنی است.
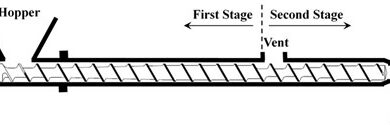
برای طراحی قالب، یک قالب 8 حفرهای با یک راهگاه با الگویH مانند و یک گلویی با لبه همپوشانی شده (lapped) استفاده میشود. خطوط سرمایشی طبق دستورالعملهای تعیینشده برای قطر / عمق / گام درون حفره، مغزی و راهگاه قرار داده شده است. با استفاده از روشهای اثباتشده برای طراحی خط خنککننده، زمان سرمایش و میزان تاب برداشتن به حداقل میرسد. قالب شامل حسگرهای فشار حفره قالب، پس از گلویی و انتهای پرشدگی به همراه حسگرهای دمایی است.
اما اینکه گفته شده است 80 درصد، از کجا آمده است؟
برگردان : دکتر فاطمه خودکار
[email protected]
(ادامه دارد…)
متن کامل این مقاله را که در شماره 201 ماهنامه بسپار در نیمه تیرماه منتشر شده است، بخوانید.
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های 02177523553 و 02177533158 داخلی 3 سرکار خانم ارشاد تماس بگیرید.