


اختصاصی بسپار/ گذشته، حال و آینده قالبگیری انتقالی رزین (RTM)
گروه ترجمه و تولید محتوا در بسپار/ایران پلیمر مقدمهای درباره آلن هارپر و فرایند RTM
به عنوان کسی که آشنایی جدی با فرایند قالبگیری انتقالی رزین (RTM، Resin Transfer Molding) را در شرکت کیش خودرو و به عنوان مدیر بخش بدنه خودروی تمام چندسازه سیناد از بیست و چهار سال پیش داشتهام (خودرویی که چگونگی تولید و دلایل ناکامی آن بحث مفصلی را میطلبد و میدانم علاقهمندان زیادی هم دارد) و شاید چون اولین یا دومین نفر ایرانی آموزش دیده در تشکیلات آقای آلن هارپر (شکل 1 و 2) در انگلیس بودهام و همچنین به دلیل استفاده از ثبت اختراع ایشان در ساخت بدنه سیناد و همکاری ابتدایی در پروژه بسیار بزرگی در فرودگاه دوبی و پس از اجرای پروژههای متعدد در ایران و امارات و ارتباط مستمر، میتوانم با قاطعیت بگویم که ایشان نقش بسیار پررنگی در توسعه و آموزش این فرایند در جهان داشتهاند و نام ایشان همواره با این فرایند گره خورده و اگر سه نفر را در این مبحث و در کل دنیا مطرح بدانیم بیشک ایشان یکی از آن سه نفر است.
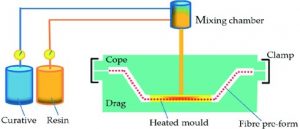
از آنجایی که متاسفانه تعداد قابل توجهی از تولیدکنندگان قطعات چندسازه (فایبرگلاس) سراغ این فرایند رفتند و موفق نبودند، ارایه پرسش و پاسخ ایشان در مصاحبه با مجلهReinforced Plastic در سال 2010 را برای علاقهمندان صنعت رزین بسیار مفید میدانم و شاید صنعتگرانی که هنوز با این روش آشنایی ندارند و احیانا میخواهند به آن دست یابند با مطالعه این سطور متوجه خواهند شد که صرفا خرید یک دستگاه تزریق رزین منجر به ایجاد این فرایند نمیشود. البته امروزه فرایندRTM (شکل 3) با استفاده از الیاف کربن پیش شکل گرفته و پرس و بهکارگیری اتوماسیون صنعتی تقریبا در صنعت چندسازه حرف اول را زده و هم اکنون گزینه شماره یک برای تولیدات محصولات چندسازه در کشورهای پیشرفته است.
شکل 1: نمایی از فرآیند
مجله Reinforced Plastics: میتوانید به تاریخچه فرایندهای RTM و Light RTM (فرایند قالبگیری انتقالی رزین با قالب سبک) اشارهای کنید؟
آلن هارپر: از نظر من RTM بیش از 50 سال است که مورد استفاده قرار میگیرد. من در سال 1973 هنگام کار در Aylesbury، Bucks انگلستان، درگیر RTM شدم. ما یک دستگاه پمپ 1: 1 را از شرکت K&C Mouldings خریداری کردیم و اولین قالب RTM خود را ساختیم. وقتی به آن قالب فکر می کنم، فناوری ساخت قالب ما وحشتناک بود، زیرا وقتی رزین از طریق یک سوراخ در مرکز قالب تزریق میشد، ما فقط هنگام بیرون زدن رزین از هر چهار گوشه، کاملا میدانستیم که پر شده است. در نتیجه میتوانید تصور کنید که پس از چند روز تولید، ما چه مقدار زیادی رزین سخت شده زائد روی کف کارگاه داشتیم! به مرور بهتر شدیم و آب بندهای قالب را طوری طراحی کردیم که دور حفره قالب را در برگیرد و لولههایی را نصب کردیم تا رزین موجود را به داخل کاسههای تعبیه شده روی قالب هدایت کند. با این حال، واقعا بی فایده بود و اگرچه قالب بسته بود، ولی با توجه به راهک های باز استایرن متصاعد می کردند و برای هر چرخه تمیز کردن راهک ها لازم بود. من نمیتوانم با قاطعیت اولین کاربرد جدی RTM را عنوان کنم، اما خواندهام که یک شرکت هواپیماسازی در انگلستان شروع به استفاده از یک نوع فرایند RTM در اواخر دهه 50 کرده است.
مجله Reinforced Plastics: این فرایند از نظر اتوماسیون و کنترل چگونه توسعه یافت؟
برگردان: مسعود خلج
(ادامه دارد …)
متن کامل این مقاله را در شماره ۲۲۵ ماهنامه بسپار که در نیمه تیر ماه ۱۴۰۰ منتشر شده است بخوانید.
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های ۰۲۱۷۷۵۲۳۵۵۳ و ۰۲۱۷۷۵۳۳۱۵۸ داخلی ۳ سرکار خانم ارشاد تماس بگیرید. نسخه الکترونیک این شماره از طریق طاقچه و فیدیبو قابل دسترسی است.



