آیا فشار پشت افشانک (سوزن تزریق) روی دمای مذاب موثر است؟
بسپار/ ایران پلیمر، در این مقاله بررسی میشود فشار پشت سوزن تزریق چیست و در این مورد چه بایدها و نبایدهایی وجود دارد.
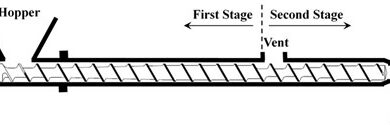
فشار پشت سوزن تزریق در بخش پبمایش ماردان ایجاد میشود. بخش پبمایش معمولا پنج پره جلوی ماردان همه منظوره با L/D 20:1 است. وظیفه آن، پمپ یکنواخت مذاب پلاستیک از طریق شیر یکطرفه به سمت جلوی سیلندر است. این عمل پمپاژ، جلوی سیلندر را با مذاب مورد نیاز برای داشتن حجم تزریق با اندازه مناسب هر قطعه پر میکند.
همزمان، این عمل پمپاژ حدود 300 تا psi 1500 (یا 103-20 بار) فشار روی پلاستیک مذاب ایجاد میکند. به یاد داشته باشید که اگر از دستگاه هیدرولیکی استفاده می کنید، باید از نسبت تشدید (intensification) دستگاه برای محاسبه فشار پلاستیک در جلوی سیلندر استفاده کنید. یعنی فشار روغن هیدرولیک را در نسبت تشدید دستگاه ضرب کنید. امروزه به ندرت نسبت تشدید 10:1 است. چرا به این فشار نیاز داریم؟ این دلایل عبارتند از:
• کنترل بهتر دمای مذاب (نه افزایش دمای مذاب)؛
• یکنواختی بهتر مذاب از نظر گرانروی و دما.
• آمیخته کاری بهتر رنگ و افزودنی ها، در صورتیکه در پرس و ماردان با طراحی درست انجام شود.
• کنترل بهتر اندازه تزریق؛
• پر شدن بهتر پره ها برای جلوگیری از ایجاد لکه های سیاه و تخریب در جاییکه پره ها با قطر بدنه ماردان برخورد دارد؛
• جلوگیری از چرخش ماردان به علت وجود دانه های گیر افتاده بین سطحپره و گلوی خوراکگیر.
شرایطی وجود دارد که باید از فشار پشت سوزن تزریق کمتری استفاده کنید تا از موارد زیر جلوگیری شود:
· لبریز شدن منفذ در سیلندر منفذدار؛
· شکست لیف در بسپارهای تقویت شده؛
· تخریب بسپارها مانند PVC و استال، چنانچه مجبور به استفاده از سرعت ماردان (rpm) زیاد باشید.
همچنین فشار پشت سوزن تزریق کم میتواند به کاهش زمان برگشت ماردان کمک کند، زیرا عامل تعیین کننده در زمان چرخه است. با این حال، زمان چرخه کوتاه به همان اندازه تولید و سود مهم است و اگر برای مشتری قابل قبول نباشد، تولید قطعه سودآور نیست.
توجه داشته باشید که گفته نشد هدف فشار پشت سوزن تزریق، افزایش دمای بسپار است. اکثر ما یاد گرفتهایم که اگر بخواهیم دمای مذاب را در طول فرایند افزایش دهیم، فشار پشت سوزن تزریق را افزایش دهیم. با تغییر فشار پشت سوزن تزریق، دمای مذاب بررسی شد. اندازهگیری دما با یک کاوند از پیش گرم شده انجام شد که امروزه توصیه نمیشود. نتایج، افزایش یا کاهش دمای مذاب را نشان نداد.
منطقی به نظر میرسد که فشار پشت سوزن تزریق ممکن است دمای مذاب را افزایش دهد، اما پلاستیک همیشه طبق منطق رفتار نمیکند. به همین دلیل است که باید بر داده ها تکیه کرد. از این رو، پس از گذشت چند دهه، دیگران این آزمایشها را انجام دادند و با روشهای بهتر اندازهگیری دما بیشتر دریافتند که افزایش فشار پشت سوزن تزریق افزایش دمای مذاب قابل توجهی نشان نمیدهد.
جدول 1 نشان میدهد که افزایش فشار پشت سوزن تزریق از 50 تا psi 2500 (5/3 تا bar 170) با سرعت ثابت ماردان، دمای مذاب را افزایش قابل توجهی نمیدهد. سمت راست جدول نشان میدهد که افزایش سرعت ماردان (rpm) اطلاعاتی را فراهم میکند که توضیح میدهد چرا بسیاری از ما فکر میکنیم که فشار پشت سوزن تزریق، دما را افزایش میدهد. افزایش دما با افزایش سرعت ماردان بسیار بیشتر از افزایش دمای ناشی از افزایش فشار پشت سوزن تزریق است.
پس چگونه منجر به این فرض شد که فشار پشت سوزن تزریق دمای مذاب را افزایش میدهد؟ هنگامیکه تغییری در دستگاه قالبگیری تزریقی ایجاد میشود، معمولا اثرات متعددی وجود دارد. مرتب کردن آنها میتواند دشوار باشد، اما این روش ساده است. به عنوان یک فرایندکار میدانید که اگر فشار پشت سوزن تزریق را افزایش دهید، یک نتیجه معمول این است که بازگشت ماردان طولانیتر میشود، اغلب بیشتر از زمان تنظیم شده یا زمان سرمایش.
(ادامه دارد…)
متن کامل این مصاحبه را در شماره 184ام ماهنامه بسپار که در دی ماه منتشر شده است بخوانید.
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های 02177523553 و 02177533158 داخلی 3 سرکارخانم ارشاد .تماس بگیرید. امکان اشتراک آنلاین بر روی صفحه اصلی همین سایت وجود دارد.