آشنایی با خصوصیات گرمایی پلیمرها و روش های اندازه گیری آن
مقدمه
رانشگری (اکستروژن) یکی از روشهای شکلدهی بسپارها و روشی بسیار انعطافپذیر است. فرایندهای رانشگری در دستگاه رانشگر (اکسترودر) انجام میشود. رانشگر مجموعه سیلندر و ماردان است که به عنوان واحد اصلی تولید محصولات بسپار کاربرد دارد. یکی از مهمترین ویژگی بسپارها و به ویژه پلاستیکها سهولت شکلپذیری آنها است. برای دستیابی به شکلپذیری و حفظ ویژگیهای مطلوب، درک خواص فرایند رانشگری حیاتی است. اصول طراحی دستگاهها و ماشینآلات فرایند بسپارها و تولید محصولات بسپار بر پایه شناخت اصول و خواص یادشده استوار است. خصوصیات گرمایی اجازه میدهد پیشبینی تغییرات دما در بسپار و چگونگی واکنش بسپار به تغییرات دما امکانپذیر گردد .
بحث
خصوصیات گرمایی
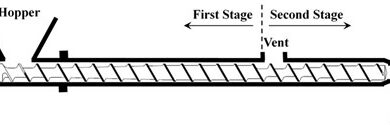
در فرایند رانشگری پلاستیکها، خواص گرمایی بسیار مهم هستند. در ابتدای رانشگر، ذرات بسپار جامد تا نقطه ذوب گرم میشوند. در قسمت میانی رانشگر، دمای مذاب بسپار تا مقدار قابل توجهی بیش از نقطه ذوب افزایش مییابد؛ با این حال گرمادهی و ذوب ذرات جامد باقی مانده ادامه دارد. در انتهای رانشگر، بسپار مذاب باید به حالت گرمایی همگن برسد. زمانی که مواد رانشگری شده از رانشگر خارج میشوند باید تا دمای اتاق سرد شوند. در طی کل این فرایند، بسپار تاریخچه گرمایی پیچیدهای را تجربه میکند. دانستن خواص گرمایی بسپار برای توصیف و تجزیه و تحلیل کل فرایند رانشگری حیاتی میباشد.
رسانایی گرمایی
رسانایی گرمایی ماده اساسا نسبت بین شار رسانایی گرمایی و شیو (گرادیان) دمایی است که شار گرمایی را ایجاد میکند. رسانایی گرمایی بسپارها بسیار کم و حدود دو تا سه مرتبه کمتر از بسیاری از فلزات است. از نظر فرایندی، هدایت گرمایی کم برخی از مشکلات اساسی را ایجاد میکند. یکی از این مشکلات این است که آهنگی که در آن بسپارها میتوانند نرم شوند را محدود میکند. همچنین رسانایی گرمایی کم میتواند باعث سرمایش غیریکنواخت و انقباض شود. این موضوع منجر به تنش پسماند، تغییرشکل مواد رانشگری شده، لایه لایه شدن، خلل و فرج و غیره میشود. رسانایی گرمایی بسپارهای اَریخت (آمورف) به دما نسبتا حساس است.
در کمتر از دمای گذار شیشهای، رسانایی گرمایی با دما کمی افزایش مییابد و در بیش از دمای گذار شیشهای، رسانایی گرمایی با دما به آرامی کاهش مییابد. اگرچه در اغلب مسائل مربوط به رانشگری، هدایت گرمایی بسپار اَریخت را میتوان مستقل از دما فرض کرد. به طور کلی، رسانایی گرمایی بسپارهای نیمه بلوری بیش از بسپارهای اَریخت است. در محدوده دمایی کمتر از نقطه ذوب بلور، رسانایی گرمایی با دما کاهش مییابد و در محدوده دمایی بیش از نقطه ذوب، نسبتا ثابت باقی میماند. رسانایی گرمایی با افزایش چگالی و درنتیجه بلورینگی افزایش مییابد.
ذرات فشرده بسپار، به دلیل حضور فضاهای خالی بین آنها، رسانایی گرمایی کمتری دارند. بر اساس دادههای تجربی،Kunii و Yagiمدلی برای رسانایی گرمایی پیشنهاد دادند .
Langeckerاندازهگیریهای گستردهای از هدایت گرمایی پودرهای بسپاری فشرده انجام داد و رابطه خطی بین هدایت گرمایی و چگالی توده یافت. وابستگی هدایت گرمایی و نفوذپذیری پلی اتیلن به دما، چگالی و عوامل مولکولی توسطKamal , Tan و Kashani[5] مورد بررسی قرار گرفت. مقاله آنها شامل مروری بر کارهای تجربی پیشین در زمینه هدایت گرمایی بود.
همچنین برای بررسی تاثیر دو آمیزه یا دو بسپار با رسانایی گرمایی متفاوت بر فرایند رانشگری لازم است در ابتدا امتزاجپذیری بسپارها با مثالی در این زمینه در ادامه یادآوری شود.
سازگاری و امتزاج پذیری
تعاریف مختلفی برای سازگاری دو بسپار در یک آمیخته وجود دارد که یکی از آنها توسط Utraki [6] به این صورت تعریف شد که دو بسپار زمانی سازگارند که آمیخته آنها از هر یک از اجزای آن خواص بهتری دارا باشد و با چشم غیرمسلح همگن به نظر رسد. در این مورد انرژی آزاد مثبت است. در مورد دو بسپار امتزاجپذیر که در مقیاس مولکولی همگن هستند، انرژی آزاد اختلاط منفی است. روشهای زیادی برای ارزیابی امتزاجپذیری و سازگاری وجود دارد که عبارتند از پرتو ایکس، انبساط گرمایی، بررسی رفتار شارشسنجی مویلول های (capillary rheometry) و همچنین ریزنگر نوری.
در پژوهشی به روش گرماسنجی روبشی تفاضلی (DSC) مشاهده شد که تغییر درصد پلی اتیلن در مخلوط پلی اتیلن پرچگال و پلی پروپیلن، تغییر کمی در گرما و دمای ذوب ایجاد میکند. با توجه به نتایج گرماسنجی روبشی تفاضلی میتوان گفت در حالت عمومی دو بسپار پلیاتیلن پرچگالی و پلیپروپیلن امتزاجناپذیر هستند و یا به طور جزئی امتزاج پذیر هستند که دلیل آن وجود دو دمای ذوب با کاهش جزئی نسبت به دماهای ذوب پلی اتیلن و پلی پروپیلن است. حتی با تغییر آهنگ شارش مذاب نیز تغییر محسوسی در امتزاج پذیری این دو نوع بسپار به وجود نمیآید. نکته مهم این است که میتوان این دو بسپار را طبق تعریف Utraki از نظر عملی آمیختههای سازگاری دانست. رفتار مشابهی برای آمیخته های پلی پروپیلن و پلی اتیلن کم چگالی نیز مشاهده شده است.
کنترل فرایند رانشگری
سامانه کنترل رانشگر از لحاظ سختافزاری، یکی از کلیدیترین اجزای فرایند رانشگری میباشد. به کمک این سامانه امکان شناسایی فعل و انفعالات درونی رانشگر فراهم میشود. سامانه کنترل مناسب باعث شناسایی و کنترل علائم حیاتی رانشگر میشود. علائم حیاتی، فشار، دما، توان و سرعت هستند. اندازهگیری این پارامترهای مهم فرایندی به منظور کنترل فرایند ضروری است. همچنین برای رفع عیب فرایند، اندازهگیری دقیق و صحیح این پارامترها از اهمیت خاصی برخوردار است. حداقل عواملی که برای تشخیص صحیح عیب فرایند مورد نیاز است، فشار، دما و سرعت ماردان میباشد.
سامانه کنترل بایستی قابلیت اندازه گیری دمای مذاب بسپار درون ریژه (دای)، دما در طول سیلندر و ریژه، آهنگ سرمایش در هر ناحیه گرمایی و دمای آب سرمایش در هر دهانه خوراکگیر را برای بررسی پارامترهای گرمایی داشته باشد.
همچنین در برخی مواقع نیاز است توزیع دمای مذاب بسپار در تمام نقاط مختلف درون یا بیرون ریژه اندازهگیری شود. این عوامل بایستی توسط کاربر دستگاه رانشگر پایش و کنترل دقیق شوند تا فرایندی بهینه و پربازده نتیجه گردد.
حجم مخصوص و ریخت شناسی
چگالی بسپار تابعی از فشار، دما و آهنگ سرمایش است. حجم مخصوص، برعکس چگالی است. اگر ماده به آرامی سرد شود، حجم مخصوص کمتری نسبت به زمانی که در آهنگ سرمایش نسبتا زیاد سرد شود، خواهد داشت. به عبارت سادهتر، در آهنگ سرمایش کم، مولکولهای بسپار به دلیل تحرک گرمایی، فرصت بیشتری برای قرار دادن خود در موقعیتهای نزدیکتر به هم خواهند داشت. این مسئله موجب کاهش حجم آزاد بسپار میشود. در کمتر از دمای گذار شیشهای، تحرک گرمایی مولکولهای بسپار به شدت کاهش مییابد و حجم آزاد تقریبا ثابت باقی میماند. بنابراین تغییر حجم مخصوص با دما در دماهای بیش از دمای گذار شیشهای بسیار بیشتر از دماهای کمتر از آن است. کاهش حجم مخصوص در دماهای کمتر از دمای گذار شیشهای اساسا به دلیل تحرک گرمایی کاهشیافته مولکولهای بسپار است. در آهنگهای سرمایش بیشتر این مسئله برعکس است.
رفتار در حالت مایع اساسا همانند بسپارهای اَریخت است. هنگامی که بلورینگی شروع میشود، تغییر ناگهانی در شیب رخ میدهد. این نقطه، دمای بلورینگی است. اگر ماده بسیار سریع سرد شود، آهنگ بلورینگی میتواند بسته به سرعت بلورینگی تغییر کند. در واقع، در برخی از مواد با سرعت بلورینگی کم، بلورینگی را میتوان تقریبا از طریق سرمایش سریع سرکوب کرد. یک مثال معروف، پلی اتیلن ترفتالات (PET) است. درصد بلورینگی بسپارها با سرعتهای بلورینگی سریع، زیاد تحت تاثیر آهنگ سرمایش قرار نمیگیرد. هرچند، ریختشناسی بلور، ممکن است به شدت متاثر از آن باشد. این تفاوتها در ریختشناسی میتواند باعث تغییرات قابلتوجهی در خواص فیزیکی شود. هنگامی که ماده رانشگری شده سرد میشود، پوسته بسیار سریعتر و هسته بسیار آرامتر سرد خواهد شد. این باعث تغییرات متناظر در ریختشناسی بسپار خواهد شد.
همچنین بازپخت میتواند ریختشناسی بسپار را تغییر دهد و اصلاح کند. بازپخت، فرایند قرارگیری بسپار در معرض دمای زیاد برای مدت زمان معین است. این فرایند گاهی پس از عملیات رانشگری برای کنترل ریختشناسی بسپار و خواص فیزیکی انجام میشود. در بسپارها با درجه بلورینگی زیاد، بازپخت باعث ضخیم شدن لایه و افزایش نقطه ذوب خواهد شد.
تغییر حجم مخصوص در دماهای کمتر از دمای بلورینگی عمدتا به دلیل افزایش درجه بلورینگی است. بنابراین، تغییر حجم در بسپارهای نیمه بلوری، بهطور قابل توجهی بزرگتر از بسپارهای اریخت است. وقتی بسپار نیمه بلوری در حالت مذاب تحت فشارهای زیاد سرد میشود، دمای بلورینگی به دماهای بیشتری منتقل میشود.
پدرام ملائکه
شرکت صنایع پلاستیک جهاد زمزم- واحد مشهد
(ادامه دارد …)
متن کامل این مقاله را در شماره 186ام ماهنامه بسپار که در پایان اسفند ماه منتشر شده است بخوانید.