آب پرفشار، روشی جدید برای تمیز کردن ماردان

برگردان: دکتر فاطمه خودکار
چکیده
هر فردی در کارخانه قالبگیری مشکل مشابهی برای تمیز کردن ماردان دارد. تا زمانی که جایگزینی برای ماردان ندارید، آن را خارج نکنید. در این مقاله، روشهایی برای برخورد با این مسئله گزارش شده است.
همیشه جای سوال است که روزی چندبار تزریق در فرایند قالبگیری انجام میشود؟ بدون شک تعداد زیادی انجام میشود، اما تمام تزریقها، قطعات قابل قبولی را نمیسازند. مقدار تزریق، یکنواختی مذاب، مخلوط رنگی، شتک (splay)، آلودگی، تغییرات مواد و ایجاد لکه های سیاه و سفید تنها برخی از دلایل رد شدن قطعه است.
این مشکلات از نظر وقت و هزینه، مبالغ هنگفتی را برای شرکت در پی دارد. برخی دلایل احتمالی برای بروز این مشکلات وجود دارند که همگی روی جزء حیاتی دستگاه قالبگیری، یعنی ماردان، تاثیر دارند. در بسیاری از مواقع عیب یابی، ماردان، تکه ی فراموش شده از پازل است. برخی از وظایف ماردان رفت و برگشتی که در هر چرخه باید انجام دهد را در نظر بگیرید:
1. فشرده سازی گرانول ها برای ناحیهی گذار،
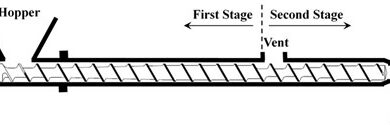
2. راندن هوا و مواد فرار به خارج از گلویی خوراک گیر،
3. خوارکدهی بسپار به ناحیهی گذار،
4. یکنواخت سازی مذاب بسپارهای مختلف بدون ایجاد تغییر رنگ و یا تخریب،
5. تغییرات بسپار و رنگ با حداقل مقدار زمان و بسپار هدر رفته،
6. داشتن مقدار تزریق ثابت،
7. ایجاد فشار پشت ریژه (دای) ثابت.
انجام هر مورد به طور یکنواخت دشوار است. در این مقاله، توضیح میدهیم که چرا ماردان تمیز و به خوبی نگهداری شده این وظایف را موثرتر و با زحمت کمتری انجام خواهد داد. سپس توضیح میدهیم که چگونه ماردان رفت و برگشتی را از نظر مکانیکی تمیز کنید.
بسیاری از قالبسازان از یک یا چند آمیزه ی پاکسازی (purging) تجاری برای تمیز کردن ماردان استفاده میکنند. زیرا در مقایسه با بیرون کشیدن ماردان برای تمیزکاری، پاکسازی ماردان آسانتر، سریعتر و ارزانتر است و همچنین زمان کمتری میبرد. چراکه بیرون کشیدن ماردان و تمیزکاری آن زمانبر است.
بیرون کشیدن و تمیز کردن ماردان، کار سختی است. زیرا طی این مدت، دستگاه قطعه ای تولید نمی کند و این به معنای سود کمتر است. این کار دشوار، گرم، کثیف، پر زحمت و وقت گیر است. هیچکس از روزی که قرار است ماردان برای تمیزکاری خارج شود لذت نمیبرد. معمولا مراحل جداسازی قطعات (بسته به سازنده یا نوع دستگاه ممکن است متفاوت باشد) عبارتند از:
1. سیلندر تا دمای ذوب آخرین بسپار گرم میشود.
2. پس از تخلیه بسپار از سیلندر، ممکن است آمیزه ی پاکسازی برای شروع فرایند تمیزکاری استفاده شود.
3. توده خوراک خارج میشود.
4. افشانک (نازل)، نوارهای گرمکن، ترموکوپل ها و درپوش انتهایی از هم جدا میشوند.
5. موتور، جفت نشده و یا جدا شده است.
6. ماردان با هر وسیلهی ممکن نظیر دستکشها، بالابرها یا لیفتراک ها خارج میشود.
هر یک از این مراحل میتواند به تنهایی کابوسی باشد. درپوش انتهایی ماردانها، پیچ و مهره ها (bolts)، سیمها، و غیره میتوانند با بسپار مذاب یا تخریب شده پوشیده شوند. همچنین ممکن است پیچ و مهرهها زنگ بزنند و یا بشکنند. برداشتن نوک افشانک و حلقه بررسی (check ring) اغلب تجربه ی عملی قابل توجهی میخواهد، به خصوص اگر فردی استفاده از ضد جوش خوردگی (anti-seize) را فراموش کند و یا از نوع اشتباهی استفاده کند. هر کدام از این مراحل میتواند خسته کننده و وقتگیر باشد.
همچنین ماردان میتواند آسیب ببیند، یا اینکه در حین تمیزکاری آن ممکن است پره های آسیب دیده یا مشکلات دیگری بیابید که ممکن است منجر به تعمیرات هزینهبر شود. به علاوه، فشاری که به دستگاه برای تولید وارد میشود را فراموش نکنید. به خاطر داشته باشید تا زمانی که چارهی دیگری ندارید، ماردان را برای تمیزکاری خارج نکنید.
اما ماردان تمیز و به خوبی نگهداری شده میتواند برونداد بیشتر، زمان برگشت ماردان کوتاهتر، آلودگی کمتر، تغییرات رنگ و بسپار سریعتری را فراهم کند. بنابراین، چگونه این کار را با حداقل هزینه، تلاش و زمان توقف انجام دهیم؟
اول باید دید که ماردان چگونه کار میکند؟ اگر مشکوک هستید که شیریک طرفه نشتی دارد، یک جایگزین سفارش دهید. بسیاری از قالبسازان برای اطمینان یافتن از آنچه که نیاز دارند باید جایگزین قطعات معیوب را در دست داشته باشند. آیا پیچ و مهره ها، ترموکوپل ها، سیم ها، نوارهای گرمکن یا اجزای دیگری وجود دارند که نیاز به تعویض داشته باشند؟ پیش از آغاز پیاده سازیِ (teardown) اجزاء، آنها را سفارش دهید. اطمینان حاصل کنید که ابزار مناسبی برای انجام پیاده سازی دارید. با داشتن ابزارها و قطعات جایگزین موردنظر، پیاده سازی را شروع کنید.
هنگامیکه ماردان داغ را بیرون میکشید، سعی کنید تا جای ممکن بسپار مذاب روی پره ها را بردارید. پیش از بیرون کشیدن ماردان، رانشگری با پلی اتیلن دارای جرم مولکولی زیاد توصیه میشود. هنگامیکه ماردان را بیرون کشیدید (اگر چند نفر برای کمک دارید) از یک چاقوی هوا و انبردست برنجی برای کندن PE استفاده کنید. PE اغلب چسبناک است و مقداری از بسپار باقی مانده و مواد تخریب شده را از روی پره ها میکَند.
در ادامه برخی از روشهای رایج تمیزکاری آورده شده است:
1. تمیزکاری به طور دستی: هنگامی که ماردان خارج شد و روی پایه هایی ایمن نصب شد، با استفاده از ابزارهایی مانند توری مسی، چاقو بتونه برنجی، و برس سیمی با صبر و حوصله شروع به تمیز کردن آن کنید. تاکید میشود با صبر و حوصله انجام دهید، زیرا تعمیرکار بیحوصله اغلب با پیچ گوشتی، برس سیمیکه با برق یا هوا کار میکند و سایر ابزارهای تیز به جان ماردان میافتد و پیش از آنکه بفهمید، ماردانی پر از خراش خواهید داشت.
خلاص شدن از بسپار تخریب شده به این روش، به علت ایجاد خراش ها، تنها اوضاع را بدتر میکند. چرا؟ در فرایند ذوب بسپار نیاز به سُرش روی ماردان و چسبیدن به دیواره ی سیلندر است. خراشها مشابه از زیر برشها (undercuts) عمل میکنند. آنها بسپار را در خود نگه میدارند و تخریب یا شکلگیری لکههای سیاه را سرعت میبخشند. تمیزکاری زمان قابل توجهی میبرد. جای تعجب نیست که مردم اغلب آخرین مرحلهی سابزنی (buffing) و براق سازی (polishing) ماردان را با ترکیب مناسب تمیزکاری/ ساب زنی مانند Semichrome کنار میگذارند.
2. اشتعال (burn-off): روش دیگر برای از بین بردن بسپار باقی مانده و مواد تخریب شده است. این روش آسانتر از تمیزکاری بهطور دستی است، اما دماهایی که ماردان در معرض این فرایند قرار میگیرد، میتواند گاهی موجب تاب برداشتن، تاول، و یا تغییر میزان سختی ماردان شود.
3. یخ پاشی (dry-ice blasting): روش جدیدی است که به سادگی کار میکند. در این روش از دانههای CO2 برای “ماسه پاشی” (sand blast) کربن گرمادیده یا بسپار تخریب شده استفاده میشود. این روش نیاز به تجهیزات جدید با نوع درستی از دانهی CO2 و دانهساز (pellet generator) دارد. همچنین یک روش دستی است.
4. آب پرفشار:
(ادامه دارد …)
متن کامل این مقاله را در شماره 177 ام ماهنامه بسپار که در خرداد ماه منتشر شده است بخوانید.
در صورت تمایل به دریافت نسخه نمونه رایگان و یا دریافت اشتراک با شماره های 02177523553 و 02177533158 داخلی 3 سرکارخانم ارشاد تماس بگیرید. امکان اشتراک آنلاین بر روی صفحه اصلی همین سایت وجود دارد.