مدلسازی جوش الکتروگداختی لوله های پلی اتیلن و بهینه سازی پارامترهای فیزیکی موثر بر آن
دکتر محمد فرجی،مهندس سمیرا ابراهیمی
در این مقاله معادله توزیع حرارت در اطراف المان حرارتی بکار رفته در اتصالات لوله های پلی اتیلن بدست آمده و بسط داده شده است و معادله جدیدی بدست آمده که با استفاده از نرمافزار Mathematica حل شده است. در ادامه تحقیق جوش الکتروگداخت در نرمافزار Ansys تحلیل FEM شده و همچنین یک سری آزمایش های تجربی مطابق با مدل های تحلیل شده در نرم افزار انجام شده است که نتایج هر سه تحلیل مطابقت خوبی با هم داشته و مقدار بهینه پارامترهای موثر بر جوش الکتروگداخت برای دستیابی به جوش با مقاومت بالا بدست آمده است. این پارامترها شامل قطر سیم المان حرارتی، ولتاژ ، زمان جوش، جنس سیم و سرعت گرمایش می باشند.
با توجه به این که شناخت و بهینه سازی پارامترهای موثر در جوش الکتروگداخت منجر به دستیابی به جوش با مقاومت بالا می شود، و همچنین با توجه به کاربرد وسیع جوش الکتروگداخت در صنعت انتقال گاز، شناخت این پارامترها یک ضرورت است.
جرمی بومان[1] در سال 1997 با انتشار مقاله ای با عنوان بازبینی فرایند جوشکاری الکتروگداخت خطوط لوله پلی اتیلنی با استفاده از نتایج یکسری آزمایشات تجربی و شبیه سازی رایانه ای تغییرات دما و فشار مذاب در حین فرایند ذوب را بررسی کرد . ناکاشیبا و همکارانش[2] تطابق بسیار خوبی بین مدل رایانه ای و دماهای اندازه گیری شده بدست آوردند. گاوب و همکارانش [3] در سال 1976 کیفیت قابل اعتماد در بلند مدت و قابلیت تحمل فشار در سامانه های لوله فشاری پلاستیکی را توسط اندازهگیری طول عمر با استفاده از محاسبه و استحکام 50 سال عمر مفید را برای خطوط لوله تخمین زدهاند که این آزمایش تنها برای محاسبه قابلیت تحمل فشار داخلی یک سامانه است. مارشال و گاسکو [4] نیز تأثیر زمان ذوب روی استحکام اتصال را بررسی و پارامتری به نام استحکام در برابر شکست را استخراج نمودند.
1- تشریح فرایند جوشکاری مقاومتی
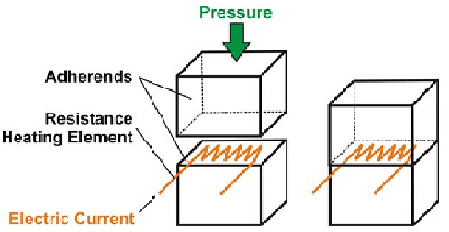
اتصال مقاومتی که به عنوان اتصال الکتریکی- مقاومتی یا الکتروگداخت شناخته[7] شده امروزه یکی از جالبترین و مهمترین روشهای جوشکاری گرمانرم ها می باشد و آن یک روش ساده است که مقاومت الکتریکی بین دو لایه قرار میگیرد تا گرمای لازم جهت اتصال را تأمین نماید. قاعده کلی جوش مقاومتی درشکل1 نشان داده شده است.
[EasyDNNGallery|2314|Width|400|Height|400|position||resizecrop|False|lightbox|False|title|False|description|False|redirection|False|LinkText||]
شکل 1) طرحی از جوش الکتروگداخت
زمانی که جریان الکتریسیته از المان های گرمایی عبور میکند، باعث تولید گرمایی می شود که از قانون ژول پیروی می کند طوری که انرژی اتلافی متناسب با جریان ، مقاومت و زمان تخمین میباشد.
2-گرمایش
چندین روش برای گرمایش پلی اتیلن ها جهت جوشکاری وجود دارد. در تمامی این روشها تنها سطوح نزدیک به سطح مشترک جوش به منظور نرم و ذوب شدن گرم می شوند. زیرا:
1- زیرا بازده انرژی جهت گرمایش یک لایه نازک خیلی بیشتر از مقدار زیادی از مواد میباشد.
2- به دلیل ضریب رسانش کم پلی اتیلن ها سطوح نزدیک به سطح مشترک جوش خیلی سریعتر از نقاط دیگر ذوب می شوند.
3-ذوب سریع سطوح نزدیک به سطح مشترک جوش از تغییر شکل کلی لایههای جوش که به دلیل گرمایش ایجاد میشود، جلوگیری میکند.
سه روش کلی برای گرمایش در جوشکاری پلی اتیلن استفاده میشود که شامل:
1- گرمایش خارجی که در آن انتقال گرما وابسته به رسانش و جابجایی میباشد.
گرمایش داخلی مکانیکی که وابسته به تبدیل انرژی مکانیکی به گرما در خلال اصطکاک سطوح می باشد.
1- گرمایش داخلی الکترومغناطیسی که وابسته به جذب و تبدیل تابش الکترومغناطیسی به گرما میباشد.
3-گرمایش مهمترین مرحله از فرایند جوشکاری میباشد زیرا جوشکاری بدون تغییر شکل لایههای ذوب و یا نرم شده روی هم امکانپذیر نمیباشد. سرعت گرمایش و انتقال حرارت نیز یک پارامتر مهم در فرایند جوشکاری پلی اتیلن ها می باشد زیرا روی سرعت جوشکاری و ضخامت لایه های ذوب یا نرم شده موثر می باشد. بطور کلی روش گرمایش داخلی مکانیکی بالاترین سرعت گرمایش، کمترین چرخه زمانی و کمترین ضخامت لایه ذوب یا نرم شده را تولید میکند. روش گرمایش داخلی الکترومغناطیسی سرعت گرمایش، چرخه زمانی و ضخامت لایه ذوب شده متوسطی دارد. روش گرمایش خارجی بطور کلی کمترین سرعت گرمایش ، بیشترین چرخه زمانی و کمترین ضخامت لایه ذوب شده را تولید می کند.
بسپارها و چندسازه های بسپاری در مقایسه با فلزات ضریب رسانش بسیار کمی دارند بنابراین انتقال گرما از طریق رسانش از سطوح ذوب شده به لایه های درونی بسیار به آهستگی اتفاق می افتد. شکل3، لایه های هم دما را در اطراف یک بسپار نامنظم که توسط یک منبع گرمایی نقطهای گرم شده است را نشان میدهد که این لایه ها بصورت بیضوی می باشند زیرا رسانش گرمایی در جهت طولی (فیبر) بیشتر از رسانش در جهت عرضی می باشد اما برای مواد همسانگرد (isotropic) این لایه ها بصورت گرد می باشند.
[EasyDNNGallery|2315|Width|400|Height|400|position||resizecrop|False|lightbox|False|title|False|description|False|redirection|False|LinkText||]
شکل3) لایه های هم دما در اطراف یک المان حرارتی مرکزی
ادامه دارد …
علاقمندان به مطالعه کامل این مقاله می توانند شماره 165ام ماهنامه بسپار در خردادماه را ببینند.